What is SiviCNCDriver ?¶
SiviCNCDriver, as its name lets you guess, is designed to drive a CNC. What does it do ?
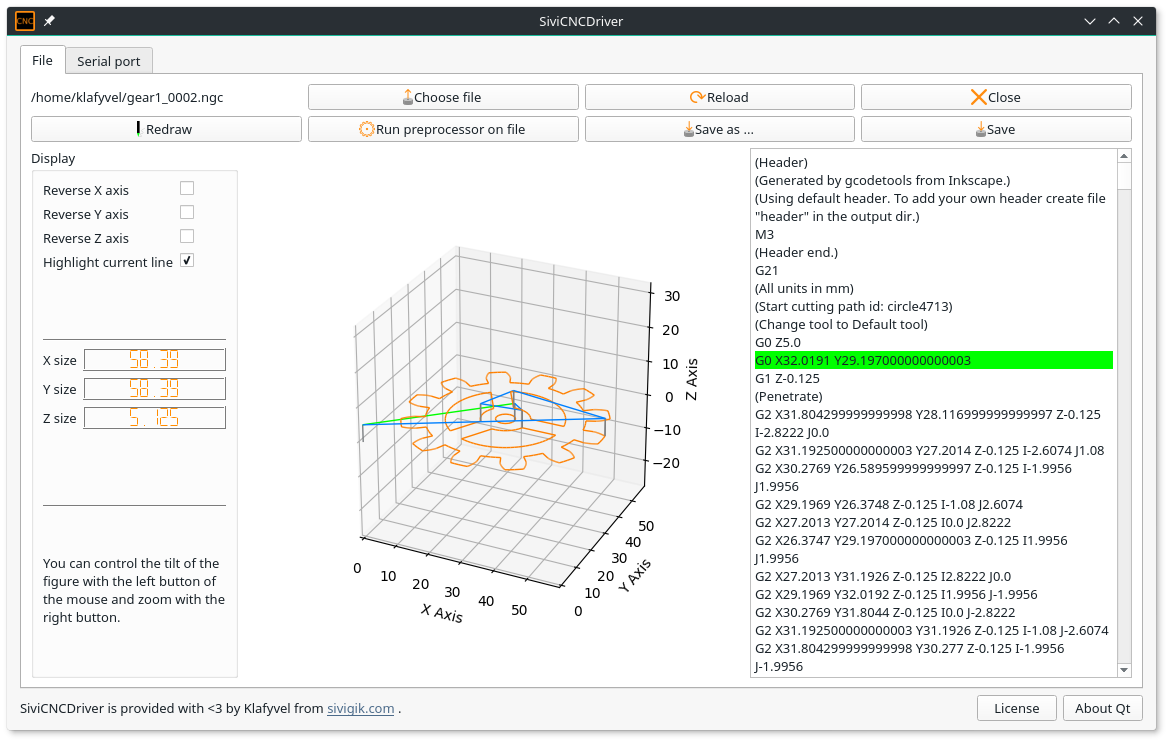
- Provides a basic tool to view and edit G-Codes files. You can see which G-Code line draws which path and perform some basic edits with the preprocessor, such as finding an origin to the coordinate system which minimize the bounding box of the drawing.
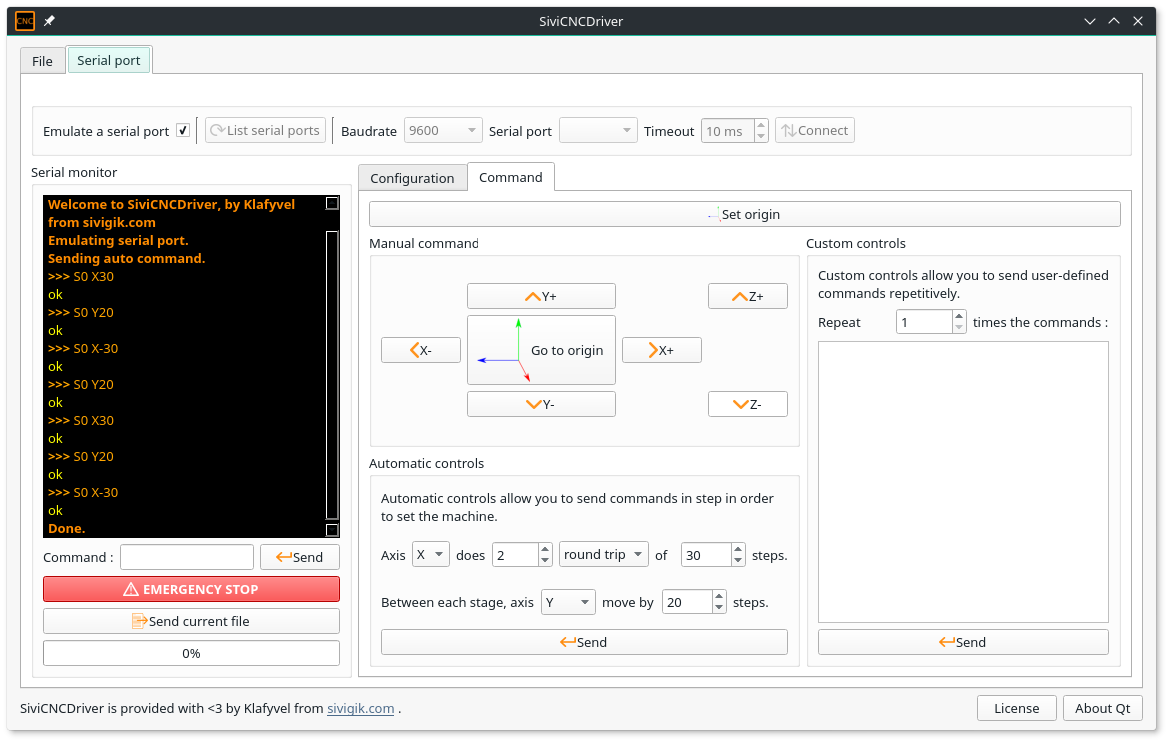
- Allows you to control manually your CNC, by :
- Sending your own G-Codes;
- Sending custom G-Codes so the machine performs continuous movements, or step-by-step movements;
- Sending automatic commands so the machine performs some goings and comings and you can measure the play or the steps/mm.
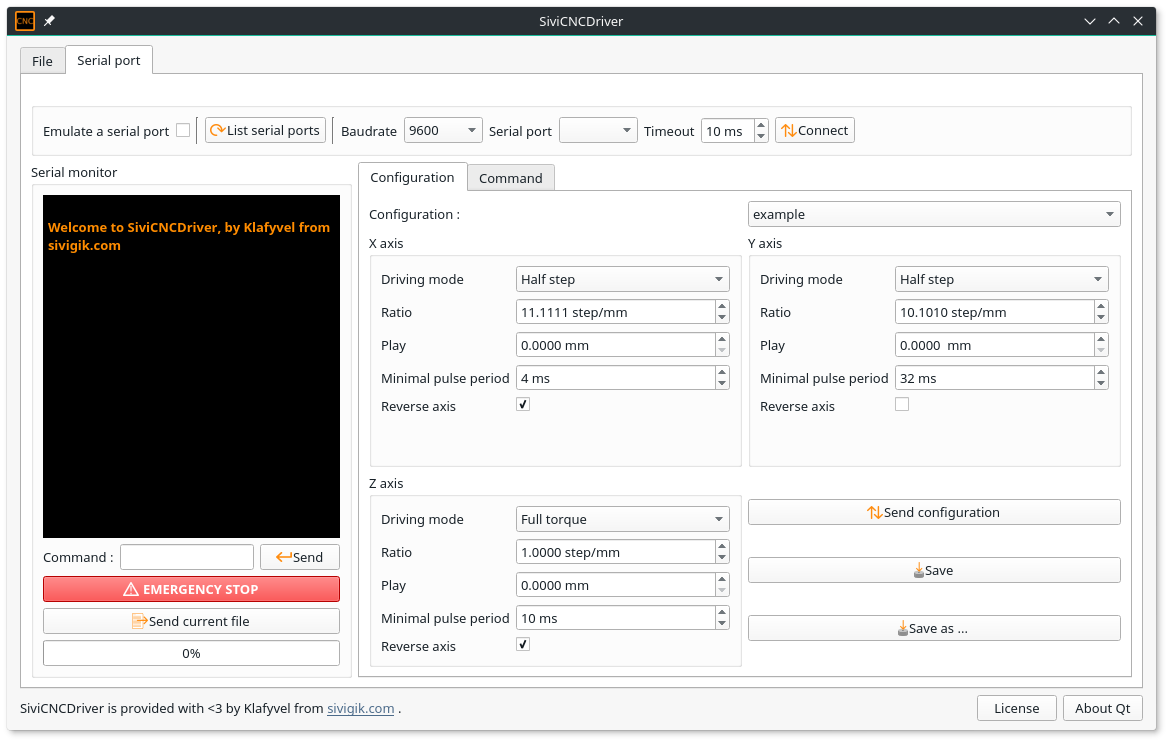
- Sends as custom G-Codes and store as JSON configuration files for your machine.
Installation¶
Using pip¶
On any operating system with a python and pip installated, use pip (you may need superuser privilege)
pip install sivicncdriver
Then you should be able to run the program with a simple:
sivicnc
You can get the development version using pip, although it is not recommended.
pip install git+git://github.com/Klafyvel/SiviCNCDriver
Contribute¶
The project has its own Git repository on GitHub.
You nill need virtualenv
pip install --user virtualenv
Create a directory in which we will work.
mkdir SiviCNCDriver
cd SiviCNCDriver
Clone the project
git clone https://github.com/Klafyvel/SiviCNCDriver.git
Then create the virtual environment
virtualenv ENV
Activate it
source ENV/bin/activate
Download the dependencies
cd SiviCNCDriver
pip install -r requirements.txt
You can code ! To test the code, run the application as package
python -m sivicncdriver
If you need to re-create the ui after editing it with QtCreator, you can use make_ui.sh or directly pyuic5.
Custom G-Codes¶
SiviCNCDriver uses several custom G-Codes, they may change in the future.
| Command | Explanation |
|---|---|
S0 Xnnn Ynnn Znnn |
Perform a straight line with nnn in steps on the given axes. A negative number make the axis go backward. |
S1 X Y Z |
Trigger continuous advancement forward on the given axes. |
S2 X Y Z |
Trigger continuous advancement backward on the given axes. |
S3 X Y Z |
Stop continuous advancement (if exists) on the given axes. |
S5 X Y Z |
Set driving mode to normal on the given axes. |
S6 X Y Z |
Set driving mode to max torque on the given axes. |
S7 X Y Z |
Set driving mode to half steps on the given axes. |
S8 Xnnn Ynnn Znnn |
Set the play of the given axes, with nnn in millimeters. |
S9 X Y Z |
Set the given axes sense to reverse. |
S10 X Y Z |
Set the given axes sense to normal. |
S11 Xnnn Ynnn Znnn |
Set the minimal duration between two pulses for the given axes. |
License¶
SiviCNCDriver Copyright (C) 2017 Hugo LEVY-FALK
This program is free software: you can redistribute it and/or modify it under the terms of the GNU General Public License as published by the Free Software Foundation, either version 3 of the License, or (at your option) any later version.
This program is distributed in the hope that it will be useful, but WITHOUT ANY WARRANTY; without even the implied warranty of MERCHANTABILITY or FITNESS FOR A PARTICULAR PURPOSE. See the GNU General Public License for more details.
You should have received a copy of the GNU General Public License along with this program. If not, see <http://www.gnu.org/licenses/>.